Currently, a very important challenge for Ukraine is the refurbishment of the generators winding failures.
In order to reduce the time for repairs, it will be necessary to develop technologies that will allow to carry out the maximum amount of work in the conditions of the power plant using the available technological equipment in the shortest possible time.
The problem of reliability and efficiency of operation of high-power Turbogenerators is determined by physical processes that shall ensure their functioning. The main physical processes in Turbogenerators are next: electromagnetic, thermal, mechanical, vibration. All of them are interconnected: namely one process determines another. Moreover, local physical processes significantly depend on the constructive solution of individual units, their ability to high mechanical or electrical stability.
Based on the statistics of the previous operation of failures and damages of high-power Turbogenerators, it is possible to conclude that the most "narrow" place with the smallest resource reserves of the design of Turbogenerators is the casing insulation of the stator winding. In the manufacturing of the first series of Turbogenerators, first-generation thermo-reactive insulation with mechanical pressing and baking in rigid molds was used, which has improved mechanical characteristics and a permissible operating temperature of 120°C. In the future, the insulation of the bars of the Turbogenerators was made with micalent asphalt-bitumen compound insulation, which is designed for the maximum permissible operating temperature of the stator winding of 105°C.
As operational experience has shown, in these generators, due to the low heat resistance of the insulation, potential reserves for increasing the power of both the stator winding and other units remained unused.
It should be noted that due to the thermoplasticity of the binder, together with the general electrical and thermal aging of the insulation, when the maximum temperature of 105°С is reached in a number of cases (for example, in the permissible mode with the maximum stator current at a power of 220 MW and сосφ = 0.85) there is a decrease in the mechanical characteristics of the insulation, there is a subsidence of the frontal face end parts of the winding, leakage of the compound from the heads, and the like. In modern operating conditions, these insulation deficiencies limit the maneuverability of generators and make it difficult to choose the most economical mode of operation of the units rated 200 MW as a whole for the Turbo Power Plants.
For the thermo-reactive insulation of the bars of Turbogenerators, after thirty years of operation, processes of its gradual mechanical destruction sometimes occur as a result of the weakening of the density of fixing the bars in the grooves and in the frontal face end parts, as well as significant thermomechanical loads during a significant number of starts and stops of the units. As a result, during the "opening" of bars damaged due to electrical penetration, it is often found that their body insulation is worn away, as well as a violation of its monolithicity and internal delamination from copper conductors.
In Fig. 1. shows a typical picture of the destruction of the stator winding bars due to insulation failure (Turbogenerator manufacturer is firm General Electric). During assembly, the bars were not fixed tightly enough in the groove of the core, a high level of vibration led to the destruction of the bar, and the vibration of the segment of the extreme package in the core leads to its fatigue failure, abrasion of the insulation of the stator winding and its breakdown.
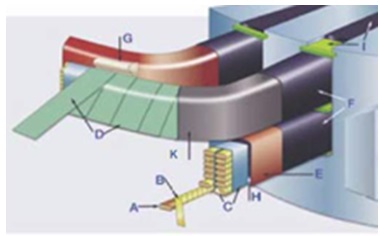
Fig. 2. Stator Winding Design
Fig. 2: Stator Winding Design: partial conductor (A), conductor insulation (B), Roebel transposition (C), mica tape (D), cover tape (E), external corona protection (F), coil end bonding (G ), main insulation (H), gap seal (I) and end protection against corona discharge (K) Each core conductor is insulated with core insulation (B) and together they form a so-called Roebel coil (C), with a known transposition to reduce resistance. The main insulation (H) is fixed around the Roebel coil and consists of several layers of mica, the control of the internal potential and the covering tape (E). To withstand high electrical voltages at the boundary surfaces, the main insulation is provided with an outer crown protection (OCP) (F). At the end of the laminated core, the electrical insulation of the end windings of the stator is stressed tangentially on the boundary surfaces. As a result, the high electric field strength can locally lead to partial discharges, which can cause degradation of the insulating material.
Thus, there is a system of corona protection (ECP) (K) implemented.
It should be noted that if the insulation is damaged, it is necessary to propose an approach that will allow the bars to be refurbished as soon as possible.
In the works of L. Khaimovich [3,4], the methodology for creating insulation of Turbogenerators was proposed. Moreover, the proposed design significantly increases the reliability of the system. The layer of insulation and the layer of anti-corona coating with the thickness greater than the nominal value of the shrinkage of the insulation layer is applied to the bar, pressing bars made of anti-corona coating material are placed on each face of the bar, the bar is vacuumed, compressed and heat-treated until the binder hardens and the anti-corona coating is glued to the insulation, after which in sections of the bar with dimensions exceeding the rated, excess anti-corona coating is removed by mechanical processing. However, this method can only be used by the company that produces bars. Referring to this, the method of applying the anti-corona coating in the form of tapes with a spiral winding, as well as the possibility of using for the application of the anti-corona coating pressing bars made of the material of the anti-corona coating, makes it possible to simplify the method of manufacturing the bar due to the elimination of operations related to the preparation for work of reusable pressing metal bars, and if possible, carries out mechanical processing of the anti-corona coating on the machine. This algorithm will make it possible to carry out repair work in the conditions of the power plant.
This version of the method is preferable at manufacturing of bars with manual calibration. As is known, semi-conductive fiberglass is a layered pressed material consisting of several layers of fiberglass impregnated with a thermo-reactive semi-conductive resin. The thickness of the semi-conducting fiberglass is usually 0.35-2.00 mm, the thickness of the fiberglass used in it is 0.08-0.10 mm. Manual calibration is performed with a sharp knife, file, shiber, and other locksmith tools. At the same time, the semi-conducting glass-textile plate is first partially split on the outside along the thickness, then undermined and removed one or more layers of fabric in places with increased cross-sectional dimensions along the length of the bar. When using glass fabric with a thickness of 0.08 mm in semi-conducting fiberglass, tolerances can be 0.08; 0.16; 0.24 mm, etc. when removing one, two, three, e.t.c. fabric layers, i.e. discrete with a step of 0.08 mm. The minimum thickness of the coating remaining on the bar during manual calibration will be equal to the thickness of one layer of fiberglass and in this example shall be of 0.08 mm. in order to provide the convenience and simplification of the calibration process, the machining of the bar is expediently carried out from one installation.
The work “Analysis of the strength of high-power Turbogenerator assembly units to ensure their reliable operation under the influence of supercritical loads to ensure the energy security of Ukraine during martial law” registration number 224/0008 from 15 November 2023 completed within the project Cambridge – NRFU 2022. Individual research (developments) grants for researchers in Ukraine (supported by the University of Cambridge, UK).
References:
1. R. Schmerling, F. Jenau, C. Staubach and F. Pohlman, "Investigations of modified nonlinear electrical materials for end corona protection in large rotating machines", Universities Power Engineering Conference (UPEC) 2012 47th International, 2012.
2. G. Stone, E. Boulter, I. Culbert and H. Dhirani, Electrical Insulation for Rotating Machines: Design Evaluation Aging Testing And Repair, Wiley-IEEE Press, pp. 227-361, 2003.
3. The Method of Manufacturing the Stator Winding Bars: pat. 2030 Ukraine: MPK: H02K 15/04.; pub. 20.12.1994.
4. Danko V.G., Goncharov Ye.V., Cheremisov I.Ya., Sainog G.I. Analysis of the Thermal State of a 325 MW Turbogenerator with Axial Hydrogen Cooling // Proceedings of the Institute of Electrodynamics of the National Academy of Sciences of Ukraine. College of Sciences works – 2010. – Issue 25. – pp. 46–53.